

L'anneau en céramique de carbure de silicium noir est un assemblage céramique haute performance fabriqué en carbure de silicium de haute pureté par moulage de précision et frittage à haute tem...
Voir les détails
SUIVEZ-NOUS :





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Céramiques de nitrure de silicium : comment cette « centrale pratique » apporte-t-elle de la valeur dans les scénarios industriels d'aujourd'hui ?
2025-10-11
I. Pourquoi les céramiques de nitrure de silicium peuvent-elles résister aux environnements industriels extrêmes ?
En tant que « matériau haute performance » pour faire face aux environnements extrêmes du secteur industriel actuel, céramique de nitrure de silicium présentent une structure de liaison covalente tridimensionnelle dense et stable. Cette caractéristique microstructurale se traduit directement par trois avantages pratiques : résistance à l'usure, résistance aux chocs thermiques et résistance à la corrosion, chacun soutenu par des résultats de tests industriels clairs et des scénarios d'application réels.
En termes de résistance à l’usure, les céramiques au nitrure de silicium présentent une dureté nettement supérieure à celle de l’acier à outils traditionnel. Lors des tests de pièces mécaniques, après un fonctionnement continu dans les mêmes conditions de travail, la perte d'usure des billes de roulement en céramique de nitrure de silicium est bien inférieure à celle des billes d'acier, ce qui représente une amélioration substantielle de la résistance à l'usure. Par exemple, dans l’industrie textile, les rouleaux des machines à filer en acier traditionnel sont sujets à l’usure en raison du frottement des fibres, ce qui entraîne une épaisseur de fil inégale et nécessite un remplacement tous les 3 mois. En revanche, les rouleaux en céramique de nitrure de silicium présentent une usure beaucoup plus lente, avec un cycle de remplacement étendu à 2 ans. Cela réduit non seulement les temps d'arrêt pour le remplacement des pièces (chaque remplacement nécessitait auparavant 4 heures d'arrêt, désormais réduits de 16 heures par an), mais réduit également le taux de défauts de fil de 3 % à 0,5 %.
Dans le domaine des outils de coupe en céramique, les tours CNC équipés d'outils en céramique au nitrure de silicium peuvent couper directement l'acier trempé (sans nécessiter de recuit, un processus qui prend généralement 4 à 6 heures par lot) tout en atteignant une rugosité de surface Ra ≤ 0,8 μm. De plus, la durée de vie des embouts en céramique au nitrure de silicium est 3 à 5 fois plus longue que celle des embouts en carbure cémenté traditionnels, augmentant ainsi l'efficacité de traitement d'un seul lot de pièces de plus de 40 %.
En ce qui concerne les performances thermiques, les céramiques de nitrure de silicium ont un coefficient de dilatation thermique bien inférieur à celui de l'acier au carbone ordinaire, ce qui signifie une déformation volumique minimale lorsqu'elles sont soumises à des changements de température drastiques. Les tests industriels de chocs thermiques montrent que lorsque des échantillons de céramique de nitrure de silicium sont prélevés dans un environnement à haute température de 1 000 °C et immédiatement immergés dans un bain-marie à 20 °C, ils restent sans fissures et intacts même après 50 cycles, avec une diminution de seulement 3 % de la résistance à la compression. Dans les mêmes conditions de test, les échantillons de céramique d'alumine développent des fissures évidentes après 15 cycles, avec une baisse de 25 % de la résistance à la compression.
Cette propriété permet aux céramiques de nitrure de silicium d'exceller dans des conditions de travail à haute température. Par exemple, dans les équipements de coulée continue de l'industrie métallurgique, les revêtements de moule en céramique de nitrure de silicium peuvent résister longtemps à la température élevée de l'acier en fusion (800 à 900 °C) tout en étant en contact fréquent avec de l'eau de refroidissement. Leur durée de vie est 6 à 8 fois plus longue que celle des revêtements traditionnels en alliage de cuivre, prolongeant le cycle de maintenance des équipements de 1 mois à 6 mois.
En termes de stabilité chimique, les céramiques de nitrure de silicium présentent une excellente résistance à la plupart des acides inorganiques et des alcalis à faible concentration, à l'exception des réactions avec de l'acide fluorhydrique à haute concentration. Lors d'essais de corrosion menés dans l'industrie chimique, des éprouvettes en céramique de nitrure de silicium immergées dans une solution d'acide sulfurique à 20 % à 50 °C pendant 30 jours consécutifs ont montré un taux de perte de poids de seulement 0,02 % et aucune marque de corrosion évidente sur la surface. En revanche, 304 éprouvettes en acier inoxydable soumises aux mêmes conditions présentaient un taux de perte de poids de 1,5 % et des taches de rouille évidentes.
Dans l'industrie de la galvanoplastie, les revêtements de réservoir de galvanoplastie en céramique de nitrure de silicium peuvent résister à un contact à long terme avec des solutions de galvanoplastie telles que l'acide sulfurique et l'acide chlorhydrique sans fuite (un problème courant avec les revêtements en PVC traditionnels, qui fuient généralement 2 à 3 fois par an). La durée de vie des revêtements en céramique de nitrure de silicium est prolongée de 1 an à 5 ans, réduisant ainsi les accidents de production causés par les fuites de solution de galvanoplastie (chaque fuite nécessite 1 à 2 jours d'arrêt de production pour la manipulation) et la pollution de l'environnement.
De plus, les céramiques de nitrure de silicium conservent d’excellentes propriétés isolantes dans les environnements à haute température. À 1 200 °C, leur résistivité volumique reste comprise entre 10¹² et 10¹³ Ω·cm, soit 10⁴ à 10⁵ fois supérieure à celle des céramiques d'alumine traditionnelles (avec une résistivité volumique d'environ 10⁸ Ω·cm à 1 200 °C). Cela les rend idéaux pour les scénarios d'isolation à haute température, tels que les supports d'isolation dans les fours électriques à haute température et les manchons d'isolation de fils à haute température dans les équipements aérospatiaux.
II. Dans quels domaines clés les céramiques de nitrure de silicium sont-elles actuellement appliquées ?
Tirant parti de leur « adaptabilité multi-performance », les céramiques de nitrure de silicium ont été largement appliquées dans des domaines clés tels que la fabrication de machines, les dispositifs médicaux, le génie chimique, l'énergie et les communications. Chaque domaine présente des scénarios d'application spécifiques et des avantages pratiques, répondant efficacement aux défis de production que les matériaux traditionnels ont du mal à surmonter.
(1) Fabrication de machines : améliorations de précision de l’automobile aux machines agricoles
Dans la fabrication de machines, au-delà des outils de coupe en céramique courants, les céramiques de nitrure de silicium sont largement utilisées dans les composants centraux de haute précision et résistants à l'usure. Dans les moteurs automobiles, les arbres de piston en céramique de nitrure de silicium sont utilisés dans les systèmes à rampe commune haute pression des moteurs diesel. Avec une rugosité de surface Ra ≤ 0,1 μm et une tolérance dimensionnelle de ±0,001 mm, ils offrent une résistance à la corrosion du carburant 4 à 25 fois supérieure à celle des tiges de piston traditionnelles en acier inoxydable (selon le type de carburant). Après 10 000 heures de fonctionnement continu du moteur, la perte d'usure des arbres de piston en céramique de nitrure de silicium n'est que de 1/10 de celle de l'acier inoxydable, ce qui réduit le taux de défaillance des systèmes à rampe commune haute pression de 3 % à 0,5 % et améliore le rendement énergétique du moteur de 5 % (économie de 0,3 L de diesel aux 100 km).
Dans les machines agricoles, les engrenages des doseurs de semences des semoirs, fabriqués en céramique de nitrure de silicium, présentent une forte résistance à l'usure du sol et à la corrosion des pesticides. Les engrenages en acier traditionnels, lorsqu'ils sont utilisés dans les opérations agricoles, sont rapidement usés par le sable présent dans le sol et corrodés par les résidus de pesticides, nécessitant généralement un remplacement tous les 3 mois (avec une perte d'usure ≥ 0,2 mm, entraînant une erreur d'ensemencement ≥ 5 %). En revanche, les engrenages en céramique de nitrure de silicium peuvent être utilisés en continu pendant plus d'un an, avec une perte d'usure ≤ 0,03 mm et une erreur d'ensemencement contrôlée à 1 %, garantissant une précision d'ensemencement stable et réduisant le besoin de réensemencement.
Dans les machines-outils de précision, les broches de positionnement en céramique de nitrure de silicium sont utilisées pour le positionnement des pièces dans les centres d'usinage CNC. Avec une précision de positionnement répétée de ±0,0005 mm (4 fois supérieure à celle des goupilles de positionnement en acier, qui ont une précision de ±0,002 mm), elles maintiennent une longue durée de vie même sous un positionnement à haute fréquence (1 000 cycles de positionnement par jour), prolongeant le cycle de maintenance de 6 mois à 3 ans et réduisant les temps d'arrêt de la machine pour le remplacement de pièces de 12 heures à 2 heures par an. Cela permet à une seule machine-outil de traiter environ 500 pièces supplémentaires chaque année.
(2) Dispositifs médicaux : améliorations de la sécurité, de la dentisterie à l'ophtalmologie
Dans le domaine des dispositifs médicaux, les céramiques de nitrure de silicium sont devenues un matériau idéal pour les instruments peu invasifs et les outils dentaires en raison de leur « dureté élevée, de leur non-toxicité et de leur résistance à la corrosion des fluides corporels ». Dans le traitement dentaire, les billes de roulement en céramique de nitrure de silicium pour fraises dentaires sont disponibles en différentes tailles (1 mm, 1,5 mm, 2,381 mm) pour s'adapter à différentes vitesses de forage. Ces billes en céramique subissent un polissage d'ultra-précision, permettant d'obtenir une erreur de rondeur ≤ 0,5 μm. Lorsqu'ils sont assemblés dans des fraises dentaires, ils peuvent fonctionner à des vitesses ultra-élevées (jusqu'à 450 000 tr/min) sans libérer d'ions métalliques (un problème courant avec les billes de roulement traditionnelles en acier inoxydable, qui peuvent provoquer des allergies chez 10 à 15 % des patients), même après un contact prolongé avec des fluides corporels et des agents de nettoyage.
Les données cliniques montrent que les fraises dentaires équipées de billes de roulement en céramique de nitrure de silicium ont une durée de vie 3 fois plus longue que les fraises traditionnelles, réduisant ainsi le coût de remplacement des instruments des cliniques dentaires de 67 %. De plus, la stabilité opérationnelle améliorée réduit l'inconfort vibratoire des patients de 30 % (amplitude des vibrations réduite de 0,1 mm à 0,07 mm).
En chirurgie ophtalmique, les aiguilles de phacoémulsification pour la chirurgie de la cataracte, en céramique de nitrure de silicium, ont un diamètre de pointe de seulement 0,8 mm. Avec une dureté élevée et une surface lisse (rugosité de surface Ra ≤ 0,02 μm), ils peuvent briser avec précision la lentille sans rayer les tissus intraoculaires. Par rapport aux aiguilles traditionnelles en alliage de titane, les aiguilles en céramique de nitrure de silicium réduisent le taux de grattage des tissus de 2 % à 0,3 %, minimisent la taille de l'incision chirurgicale de 3 mm à 2,2 mm et raccourcissent le temps de récupération postopératoire de 1 à 2 jours. La proportion de patients ayant une acuité visuelle restaurée à 0,8 ou plus augmente de 15 %.
En chirurgie orthopédique, les guides de vis pédiculaires mini-invasives en céramique de nitrure de silicium offrent une dureté élevée et n'interfèrent pas avec l'imagerie CT ou IRM (contrairement aux guides métalliques traditionnels, qui provoquent des artefacts qui obscurcissent les images). Cela permet aux médecins de confirmer la position du guide en temps réel grâce à un équipement d'imagerie, réduisant ainsi l'erreur de positionnement chirurgical de ±1 mm à ±0,3 mm et réduisant l'incidence des complications chirurgicales (telles que des lésions nerveuses et un mauvais alignement des vis) de 25 %.
(3) Génie chimique et énergie : améliorations de la durée de vie des produits chimiques du charbon à l'extraction du pétrole
Les secteurs du génie chimique et de l’énergie sont des domaines d’application essentiels pour céramique de nitrure de silicium , où leur « résistance à la corrosion et leur résistance aux hautes températures » résolvent efficacement les problèmes de courte durée de vie et de coûts de maintenance élevés des matériaux traditionnels. Dans l'industrie chimique du charbon, les gazogènes sont des équipements essentiels pour convertir le charbon en gaz de synthèse, et leurs revêtements doivent résister pendant une longue période à des températures élevées de 1 300 °C et à la corrosion causée par des gaz tels que le sulfure d'hydrogène (H₂S).
Auparavant, les revêtements en acier chromé utilisés dans ce scénario avaient une durée de vie moyenne d'un an seulement, nécessitant 20 jours d'arrêt pour le remplacement et entraînant des coûts de maintenance de plus de 5 millions de yuans par unité. Après le passage aux revêtements en céramique de nitrure de silicium (avec un revêtement anti-perméation de 10 μm d'épaisseur pour améliorer la résistance à la corrosion), la durée de vie est étendue à plus de 5 ans et le cycle de maintenance est prolongé en conséquence. Cela réduit de 4 jours le temps d'arrêt annuel d'un seul gazogène et permet d'économiser 800 000 yuans en coûts de maintenance chaque année.
Dans l'industrie de l'extraction pétrolière, les boîtiers des instruments de diagraphie de fond en céramique de nitrure de silicium peuvent résister à des températures élevées (supérieures à 150°C) et à la corrosion par la saumure (teneur en sel de la saumure ≥ 20 %) dans les puits profonds. Les boîtiers métalliques traditionnels (par exemple, en acier inoxydable 316) développent souvent des fuites après 6 mois d'utilisation, provoquant des pannes d'instruments (avec un taux de panne d'environ 15 % par an). En revanche, les boîtiers en céramique de nitrure de silicium peuvent fonctionner de manière stable pendant plus de 2 ans avec un taux de défaillance inférieur à 1 %, garantissant la continuité des données d'enregistrement et réduisant le besoin de réexécution des opérations (chaque réexécution coûte entre 30 000 et 50 000 yuans).
Dans l'industrie de l'électrolyse de l'aluminium, les parois latérales des cellules électrolytiques doivent résister à la corrosion des électrolytes fondus à 950°C. Les parois latérales traditionnelles en carbone ont une durée de vie moyenne de seulement 2 ans et sont sujettes aux fuites d'électrolyte (1 à 2 fuites par an, chacune nécessitant 3 jours d'arrêt de production pour la manipulation). Après avoir adopté des parois latérales en céramique de nitrure de silicium, leur résistance à la corrosion aux électrolytes fondus est triplée, prolongeant la durée de vie de 2 ans à 8 ans. De plus, la conductivité thermique des céramiques de nitrure de silicium (environ 15 W/m·K) n'est que de 30 % de celle des matériaux carbonés (environ 50 W/m·K), réduisant ainsi les pertes de chaleur de la cellule électrolytique et réduisant la consommation d'énergie unitaire de l'électrolyse de l'aluminium de 3 % (économie de 150 kWh d'électricité par tonne d'aluminium). Une seule cellule électrolytique permet d'économiser environ 120 000 yuans en coûts d'électricité chaque année.
(4) Communications 5G : améliorations des performances des stations de base vers les systèmes montés sur véhicule
Dans le domaine des communications 5G, les céramiques de nitrure de silicium sont devenues un matériau clé pour les radômes de stations de base et les capots de radar en raison de leur « faible constante diélectrique, de leurs faibles pertes et de leur résistance aux températures élevées ». Les radômes des stations de base 5G doivent garantir la pénétration du signal tout en résistant aux conditions extérieures difficiles telles que le vent, la pluie, les températures élevées et les rayons ultraviolets.
Les radômes traditionnels en fibre de verre ont une constante diélectrique d'environ 5,5 et une perte de pénétration du signal d'environ 3 dB. En revanche, les céramiques poreuses en nitrure de silicium (avec des tailles de pores réglables de 10 à 50 μm et des porosités de 30 à 50 %) ont une constante diélectrique de 3,8 à 4,5 et une perte de pénétration du signal réduite à moins de 1,5 dB, étendant le rayon de couverture du signal de 500 mètres à 575 mètres (une amélioration de 15 %).
De plus, les céramiques poreuses en nitrure de silicium peuvent résister à des températures allant jusqu'à 1 200 °C, conservant leur forme et leurs performances sans vieillissement, même dans les zones à haute température (avec des températures de surface atteignant 60 °C en été). Leur durée de vie est doublée par rapport aux radômes en fibre de verre (passant de 5 ans à 10 ans), réduisant de 50 % le coût de remplacement des radômes des stations de base.
Dans les stations de base de communication marine, les radômes en céramique de nitrure de silicium peuvent résister à la corrosion causée par le sel de l'eau de mer (avec une concentration en ions chlorure d'environ 19 000 mg/L dans l'eau de mer). Les radômes traditionnels en fibre de verre présentent généralement un vieillissement et un pelage de surface (avec une zone de pelage ≥ 10 %) après 2 ans d'utilisation marine, nécessitant un remplacement précoce. En revanche, les radômes en céramique de nitrure de silicium peuvent être utilisés pendant plus de 5 ans sans corrosion évidente, ce qui réduit la fréquence de maintenance (d'une fois tous les 2 ans à une fois tous les 5 ans) et permet d'économiser environ 20 000 yuans en coûts de main-d'œuvre par maintenance.
Dans les systèmes radar montés sur véhicule, les couvercles de radar en céramique de nitrure de silicium peuvent fonctionner dans une large plage de températures (-40°C à 125°C). Lors des tests de radar à ondes millimétriques (bande de fréquence 77 GHz), leur tangente de perte diélectrique (tanδ) est ≤ 0,002, bien inférieure à celle des couvercles de radar en plastique traditionnels (tanδ ≈ 0,01). Cela augmente la distance de détection radar de 150 mètres à 180 mètres (une amélioration de 20 %) et améliore la stabilité de détection par temps violent (pluie, brouillard) de 30 % (réduisant l'erreur de détection de ±5 mètres à ±3,5 mètres), aidant les véhicules à identifier les obstacles à l'avance et améliorant la sécurité de conduite.
III. Comment les technologies de préparation existantes à faible coût favorisent-elles la vulgarisation des céramiques de nitrure de silicium ?
Auparavant, l'application des céramiques de nitrure de silicium était limitée par les coûts élevés des matières premières, la consommation d'énergie élevée et les processus complexes de préparation. Aujourd'hui, diverses technologies de préparation matures et peu coûteuses ont été industrialisées, réduisant les coûts tout au long du processus (des matières premières au formage et au frittage) tout en garantissant les performances du produit. Cela a favorisé l'application à grande échelle des céramiques de nitrure de silicium dans davantage de domaines, chaque technologie étant soutenue par des effets et des cas d'application clairs.
(1) Synthèse par combustion par impression 3D : une solution peu coûteuse pour les structures complexes
L'impression 3D combinée à la synthèse par combustion est l'une des technologies de base qui ont permis de réduire les coûts des céramiques de nitrure de silicium ces dernières années, offrant des avantages tels que « des matières premières à faible coût, une faible consommation d'énergie et des structures complexes personnalisables ».
La préparation céramique traditionnelle à base de nitrure de silicium utilise de la poudre de nitrure de silicium de haute pureté (pureté à 99,9 %, au prix d'environ 800 yuans/kg) et nécessite un frittage dans un four à haute température (1 800 à 1 900 °C), ce qui entraîne une consommation d'énergie élevée (environ 5 000 kWh par tonne de produits). En revanche, la technologie de synthèse par combustion d’impression 3D utilise comme matière première une poudre de silicium ordinaire de qualité industrielle (pureté à 98 %, au prix d’environ 50 yuans/kg). Tout d’abord, la technologie d’impression 3D par frittage sélectif laser (SLS) est utilisée pour imprimer la poudre de silicium dans un corps vert de la forme souhaitée (avec une précision d’impression de ± 0,1 mm). Le corps vert est ensuite placé dans un réacteur scellé et de l'azote gazeux (pureté de 99,9 %) est introduit. En chauffant électriquement le corps vert jusqu'au point d'inflammation du silicium (environ 1450°C), la poudre de silicium réagit spontanément avec l'azote pour former du nitrure de silicium (formule de réaction : 3Si 2N₂ = Si₃N₄). La chaleur dégagée par la réaction entretient les réactions ultérieures, éliminant le besoin d'un chauffage externe continu à haute température et permettant un « frittage à consommation d'énergie proche de zéro » (consommation d'énergie réduite à moins de 1 000 kWh par tonne de produits).
Le coût des matières premières de cette technologie ne représente que 6,25 % de celui des procédés traditionnels, et la consommation d'énergie du frittage est réduite de plus de 80 %. De plus, la technologie d'impression 3D permet la production directe de produits céramiques en nitrure de silicium présentant des structures poreuses complexes ou des formes spéciales sans traitement ultérieur (les processus traditionnels nécessitent plusieurs étapes de découpe et de meulage, ce qui entraîne un taux de perte de matière d'environ 20 %), augmentant l'utilisation des matériaux à plus de 95 %.
Par exemple, une entreprise utilisant cette technologie pour produire des noyaux de filtres en céramique poreux en nitrure de silicium atteint une erreur d'uniformité de la taille des pores de ≤ 5 %, raccourcit le cycle de production de 15 jours (procédé traditionnel) à 3 jours et augmente le taux de qualification du produit de 85 % à 98 %. Le coût de production d'un seul noyau de filtre est réduit de 200 yuans à 80 yuans. Dans les équipements de traitement des eaux usées, ces noyaux de filtre en céramique poreuse imprimés en 3D peuvent filtrer efficacement les impuretés des eaux usées (avec une précision de filtration allant jusqu'à 1 μm) et résister à la corrosion acido-basique (convient aux eaux usées avec une plage de pH comprise entre 2 et 12). Leur durée de vie est 3 fois plus longue que celle des noyaux de filtres en plastique traditionnels (prolongée de 6 mois à 18 mois) et le coût de remplacement est inférieur. Ils ont été promus et utilisés dans de nombreuses stations d'épuration des eaux usées de petite et moyenne taille, contribuant ainsi à réduire de 40 % les coûts de maintenance des systèmes de filtration.
(2) Recyclage des moules métalliques de coulée de gel : réduction significative des coûts des moules
La combinaison de la technologie de moulage de gel et de recyclage des moules métalliques réduit les coûts sous deux aspects : « le coût du moule » et « l'efficacité du formage », résolvant ainsi le problème des coûts élevés causés par l'utilisation unique de moules dans les processus traditionnels de moulage de gel.
Les procédés traditionnels de moulage de gel utilisent principalement des moules en résine, qui ne peuvent être utilisés que 1 à 2 fois avant d'être jetés (la résine a tendance à se fissurer en raison du retrait lors du durcissement lors du formage). Pour les produits céramiques en nitrure de silicium aux formes complexes (tels que les manchons de roulement de forme spéciale), le coût d'un seul moule en résine est d'environ 5 000 yuans et le cycle de production du moule prend 7 jours, ce qui augmente considérablement les coûts de production.
En revanche, la technologie de recyclage des moules métalliques coulés en gel utilise des alliages fusibles à basse température (avec un point de fusion d'environ 100 à 150 °C, tels que les alliages bismuth-étain) pour fabriquer des moules. Ces moules en alliage peuvent être réutilisés 50 à 100 fois, et après avoir amorti le coût du moule, le coût du moule par lot de produits est réduit de 5 000 yuans à 50 à 100 yuans, soit une diminution de plus de 90 %.
Le déroulement spécifique du processus est le suivant : Tout d'abord, l'alliage fusible à basse température est chauffé et fondu, puis versé dans un moule principal en acier (qui peut être utilisé pendant une longue période) et refroidi pour former un moule en alliage. Ensuite, la suspension céramique de nitrure de silicium (composée de poudre de nitrure de silicium, de liant et d'eau, avec une teneur en matières solides d'environ 60 %) est injectée dans le moule en alliage et incubée à 60-80 °C pendant 2 à 3 heures pour gélifier et solidifier la suspension en un corps vert. Enfin, le moule en alliage avec le corps vert est chauffé à 100-150°C pour refondre le moule en alliage (le taux de récupération de l'alliage est supérieur à 95 %) et le corps vert en céramique est retiré en même temps (la densité relative du corps vert est d'environ 55 %, et la densité relative peut atteindre plus de 98 % après un frittage ultérieur).
Cette technologie réduit non seulement les coûts des moules, mais raccourcit également le cycle de production des moules de 7 jours à 1 jour, augmentant ainsi de 6 fois l'efficacité de formation du corps vert. Une entreprise de céramique utilisant cette technologie pour produire des tiges de piston en céramique de nitrure de silicium a augmenté sa capacité de production mensuelle de 500 pièces à 3 000 pièces, a réduit le coût du moule par produit de 10 yuans à 0,2 yuans et a réduit le coût global du produit de 18 %. Actuellement, les arbres de piston en céramique produits par cette entreprise ont été fournis par lots à de nombreux constructeurs de moteurs automobiles, remplaçant les arbres de piston traditionnels en acier inoxydable et aidant les constructeurs automobiles à réduire le taux de défaillance des systèmes à rampe commune haute pression des moteurs de 3 % à 0,3 %, économisant ainsi près de 10 millions de yuans en coûts de maintenance après-vente chaque année.
(3) Processus de pressage à sec : un choix efficace pour la production de masse
Le processus de pressage à sec permet de réduire les coûts grâce à « des processus simplifiés et des économies d'énergie », ce qui le rend particulièrement adapté à la production en série de produits céramiques en nitrure de silicium aux formes simples (tels que des billes et des bagues de roulement). Il s'agit actuellement du processus de préparation courant pour les produits standardisés tels que les roulements et les joints en céramique.
Le processus traditionnel de pressage humide nécessite de mélanger de la poudre de nitrure de silicium avec une grande quantité d'eau (ou de solvants organiques) pour obtenir une bouillie (avec une teneur en solides d'environ 40 à 50 %), suivi d'un formage, d'un séchage (soutenu à 80-120°C pendant 24 heures) et d'un déliantage (soutenu à 600-800°C pendant 10 heures). Le processus est lourd et gourmand en énergie, et le corps vert est sujet à la fissuration pendant le séchage (avec un taux de fissuration d'environ 5 à 8 %), affectant les taux de qualification du produit.
En revanche, le processus de pressage à sec utilise directement de la poudre de nitrure de silicium (avec une petite quantité de liant solide, tel que l'alcool polyvinylique, ajoutée dans une proportion de seulement 2 à 3 % de la masse de la poudre). Le mélange est mélangé dans un mélangeur à grande vitesse (tournant à 1 500-2 000 tr/min) pendant 1 à 2 heures pour garantir que le liant recouvre uniformément la surface de la poudre, formant ainsi une poudre avec une bonne fluidité. La poudre est ensuite introduite dans une presse pour pressage à sec (la pression de formage est généralement de 20 à 50 MPa, ajustée en fonction de la forme du produit) pour former un corps vert de densité uniforme (la densité relative du corps vert est d'environ 60 % à 65 %) en une seule étape.
Ce procédé élimine complètement les étapes de séchage et de déliantage, raccourcissant le cycle de production de 48 heures (procédé humide traditionnel) à 8 heures, soit une réduction de plus de 30 %. Parallèlement, puisqu'il n'y a pas besoin de chauffage pour le séchage et le déliantage, la consommation d'énergie par tonne de produits est réduite de 500 kWh à 100 kWh, soit une diminution de 80 %.
De plus, le processus de pressage à sec ne produit aucune émission d'eaux usées ou de gaz résiduaires (le processus de pressage humide nécessite le traitement des eaux usées contenant des liants), atteignant « zéro émission de carbone » et répondant aux exigences de production en matière de protection de l'environnement. Une entreprise de roulements utilisant le processus de pressage à sec pour produire des billes de roulement en céramique de nitrure de silicium (d'un diamètre de 5 à 20 mm) a optimisé la conception du moule et les paramètres de pressage, contrôlant le taux de fissuration du corps vert à moins de 0,5 % et augmentant le taux de qualification du produit de 88 % (procédé humide) à 99 %. La capacité de production annuelle est passée de 100 000 pièces à 300 000 pièces, le coût énergétique par produit a diminué de 5 yuans à 1 yuan et l'entreprise a économisé 200 000 yuans en coûts de traitement environnemental chaque année en raison de l'absence de besoins en matière de traitement des eaux usées.
Ces billes de roulement en céramique ont été appliquées aux broches de machines-outils haut de gamme. Par rapport aux billes de roulement en acier, elles réduisent la génération de chaleur de friction pendant le fonctionnement de la broche (le coefficient de frottement est réduit de 0,0015 à 0,001), augmentant la vitesse de broche de 15 % (de 8 000 tr/min à 9 200 tr/min) et garantissant une précision de traitement plus stable (l'erreur de traitement est réduite de ±0,002 mm à ±0,001 mm).
(4) Innovation en matière de matières premières : la monazite remplace les oxydes de terres rares
L'innovation dans les matières premières apporte un soutien crucial à la réduction des coûts des céramiques de nitrure de silicium, parmi lesquelles la technologie « d'utilisation de la monazite au lieu des oxydes de terres rares comme auxiliaires de frittage » a été industrialisée.
Dans le processus de frittage traditionnel des céramiques au nitrure de silicium, des oxydes de terres rares (tels que Y₂O₃ et La₂O₃) sont ajoutés comme auxiliaires de frittage pour abaisser la température de frittage (de plus de 2 000 °C à environ 1 800 °C) et favoriser la croissance des grains, formant ainsi une structure céramique dense. Cependant, ces oxydes de terres rares de haute pureté sont chers (Y₂O₃ coûte environ 2 000 yuans/kg, La₂O₃ environ 1 500 yuans/kg), et la quantité ajoutée est généralement de 5 à 10 % (en masse), ce qui représente plus de 60 % du coût total des matières premières, augmentant considérablement les prix des produits.
La monazite est un minéral naturel de terres rares, principalement composé de plusieurs oxydes de terres rares tels que CeO₂, La₂O₃ et Nd₂O₃. Après enrichissement, lixiviation acide et purification par extraction, la pureté totale des oxydes de terres rares peut atteindre plus de 95 % et le prix n'est qu'environ 100 yuans/kg, bien inférieur à celui des oxydes de terres rares de haute pureté. Plus important encore, les multiples oxydes de terres rares contenus dans la monazite ont un effet synergique : CeO₂ favorise la densification au début du frittage, La₂O₃ inhibe la croissance excessive des grains et Nd₂O₃ améliore la ténacité des céramiques, ce qui entraîne de meilleurs effets de frittage complets que les oxydes de terres rares uniques.
Les données expérimentales montrent que pour les céramiques de nitrure de silicium additionnées de 5 % (en masse) de monazite, la température de frittage peut être réduite de 1 800 °C (procédé traditionnel) à 1 600 °C, le temps de frittage est réduit de 4 heures à 2 heures et la consommation d'énergie est réduite de 25 %. Dans le même temps, la résistance à la flexion des céramiques de nitrure de silicium préparées atteint 850 MPa et la ténacité à la rupture atteint 7,5 MPa·m¹/², ce qui est comparable aux produits additionnés d'oxydes de terres rares (résistance à la flexion de 800 à 850 MPa, ténacité à la rupture de 7 à 7,5 MPa·m¹/²), répondant pleinement aux exigences des applications industrielles.
Une entreprise de matériaux céramiques qui a adopté la monazite comme aide au frittage a réduit le coût de ses matières premières de 12 000 yuans/tonne à 6 000 yuans/tonne, soit une diminution de 50 %. Parallèlement, en raison de la température de frittage plus basse, la durée de vie du four de frittage a été prolongée de 5 ans à 8 ans, réduisant ainsi les coûts d'amortissement des équipements de 37,5 %. Les briques de revêtement en céramique de nitrure de silicium à faible coût (de dimensions 200 mm × 100 mm × 50 mm) produites par cette entreprise ont été fournies par lots pour les parois intérieures des cuves de réaction chimique, remplaçant ainsi les briques de revêtement traditionnelles à haute teneur en alumine. Leur durée de vie est prolongée de 2 ans à 4 ans, ce qui aide les entreprises chimiques à doubler le cycle de maintenance des cuves de réaction et à économiser 300 000 yuans en coûts de maintenance par bouilloire par an.
IV. Quels points d'entretien et de protection doivent être pris en compte lors de l'utilisation de céramiques en nitrure de silicium ?
Bien que les céramiques de nitrure de silicium aient d'excellentes performances, la maintenance scientifique et la protection en utilisation pratique peuvent prolonger davantage leur durée de vie, éviter les dommages causés par un mauvais fonctionnement et améliorer la rentabilité de leur application, ce qui est particulièrement important pour le personnel de maintenance des équipements et les opérateurs de première ligne.
(1) Nettoyage quotidien : évitez les dommages de surface et la dégradation des performances
Si des impuretés telles que de l'huile, de la poussière ou des milieux corrosifs adhèrent à la surface des céramiques de nitrure de silicium, une accumulation à long terme affectera leur résistance à l'usure, leurs performances d'étanchéité ou leurs performances d'isolation. Des méthodes de nettoyage appropriées doivent être sélectionnées en fonction du scénario d'application.
Pour les composants en céramique des équipements mécaniques (tels que les roulements, les arbres de piston et les goupilles de positionnement), de l'air comprimé (à une pression de 0,4 à 0,6 MPa) doit d'abord être utilisé pour souffler la poussière de surface, suivi d'un essuyage doux avec un chiffon doux ou une éponge imbibée d'un agent de nettoyage neutre (tel que de l'alcool industriel ou une solution détergente neutre à 5 % à 10 %). Les outils durs tels que la laine d'acier, le papier de verre ou les grattoirs rigides doivent être évités pour éviter de rayer la surface en céramique. Les rayures de surface endommageront la structure dense, réduisant la résistance à l'usure (le taux d'usure peut augmenter de 2 à 3 fois) et provoquant des fuites dans les scénarios d'étanchéité.
Pour les composants en céramique des dispositifs médicaux (tels que les billes de roulement de forets dentaires et les aiguilles chirurgicales), des procédures de nettoyage stériles strictes doivent être suivies : d'abord, rincer la surface avec de l'eau déionisée pour éliminer les résidus de sang et de tissus, puis stériliser dans un stérilisateur à haute température et haute pression (vapeur 121°C, 0,1 MPa) pendant 30 minutes. Après la stérilisation, les composants doivent être retirés avec des pincettes stériles pour éviter toute contamination par contact avec les mains, et les collisions avec des instruments métalliques (tels que des pinces chirurgicales et des plateaux) doivent être évitées pour éviter l'écaillage ou la fissuration des composants en céramique (les éclats provoqueront une concentration de contraintes pendant l'utilisation, pouvant conduire à une fracture).
Pour les revêtements en céramique et les canalisations des équipements chimiques, le nettoyage doit être effectué après avoir arrêté le transport du fluide et refroidi l'équipement à température ambiante (pour éviter les dommages dus aux chocs thermiques causés par un nettoyage à haute température). Un pistolet à eau haute pression (avec une température de l'eau de 20 à 40 °C et une pression de 1 à 2 MPa) peut être utilisé pour rincer le tartre ou les impuretés fixées sur la paroi intérieure. Pour les dépôts épais, un agent nettoyant acide faible (tel qu'une solution d'acide citrique à 5 %) peut être utilisé pour tremper pendant 1 à 2 heures avant de rincer. Les agents nettoyants fortement corrosifs (tels que l'acide chlorhydrique concentré et l'acide nitrique concentré) sont interdits pour éviter la corrosion de la surface céramique.
(2) Installation et assemblage : contrôle des contraintes et précision du montage
Bien que les céramiques de nitrure de silicium aient une dureté élevée, elles ont une fragilité relativement élevée (ténacité à la rupture d'environ 7 à 8 MPa·m¹/², bien inférieure à celle de l'acier, qui est supérieure à 150 MPa·m¹/²). Une contrainte inappropriée ou une précision de montage insuffisante lors de l'installation et de l'assemblage peuvent entraîner des fissures ou des fractures. Il convient de noter les points suivants :
Évitez les impacts rigides : lors de l'installation de composants en céramique, il est interdit de taper directement avec des outils tels que des marteaux ou des clés. Des outils souples spéciaux (tels que des marteaux en caoutchouc et des manchons en cuivre) ou des outils de guidage doivent être utilisés pour l'installation auxiliaire. Par exemple, lors de l'installation de goupilles de positionnement en céramique, une petite quantité de graisse lubrifiante (telle que de la graisse au bisulfure de molybdène) doit d'abord être appliquée sur le trou d'installation, puis poussée lentement avec une tête de pression spéciale (à une vitesse d'alimentation de ≤ 5 mm/s), et la force de poussée doit être contrôlée en dessous de 1/3 de la résistance à la compression de la céramique (généralement ≤ 200 MPa) pour éviter que la goupille de positionnement ne se brise en raison d'une extrusion excessive.
Contrôle du jeu de montage : le jeu de montage entre les composants en céramique et les composants métalliques doit être conçu en fonction du scénario d'application, généralement en utilisant un ajustement de transition ou un ajustement à petit jeu (jeu de 0,005 à 0,01 mm). L'ajustement avec interférence doit être évité : toute interférence soumettra le composant en céramique à une contrainte de compression à long terme, conduisant facilement à des microfissures. Par exemple, pour l'ajustement entre un roulement en céramique et un arbre, un ajustement serré peut provoquer une concentration de contraintes due à la dilatation thermique lors d'un fonctionnement à grande vitesse, conduisant à une rupture du roulement ; un jeu excessif entraînera une augmentation des vibrations pendant le fonctionnement, affectant la précision.
Conception de serrage élastique : pour les composants en céramique qui doivent être fixés (tels que les embouts d'outils en céramique et les boîtiers de capteurs), des structures de serrage élastiques doivent être adoptées au lieu d'un serrage rigide. Par exemple, la connexion entre un embout en céramique et un porte-outil peut utiliser une pince à ressort ou un manchon d'expansion élastique pour le serrage, utilisant la déformation des éléments élastiques pour absorber la force de serrage et empêcher l'outil de s'écailler en raison d'une contrainte locale excessive ; Le serrage rigide des boulons traditionnels est susceptible de provoquer des fissures dans l'outil, raccourcissant ainsi sa durée de vie.
(3) Adaptation des conditions de travail : éviter de dépasser les limites de performance
Les céramiques de nitrure de silicium ont des limites de performances claires. Le dépassement de ces limites dans les conditions de travail entraînera une dégradation ou des dommages rapides des performances, nécessitant une adaptation raisonnable en fonction des scénarios réels :
Contrôle de la température : la température de service à long terme des céramiques de nitrure de silicium ne dépasse généralement pas 1 400 °C, et la limite de température élevée à court terme est d'environ 1 600 °C. Une utilisation à long terme dans des environnements à très haute température (au-dessus de 1 600 °C) entraînera une croissance des grains et un relâchement structurel, entraînant une diminution de la résistance (la résistance à la flexion peut diminuer de plus de 30 % après un maintien à 1 600 °C pendant 10 heures). Par conséquent, dans les scénarios à ultra-haute température tels que la métallurgie et la fabrication du verre, des revêtements d'isolation thermique (tels que des revêtements de zircone d'une épaisseur de 50 à 100 μm) ou des systèmes de refroidissement (tels que des enveloppes refroidies à l'eau) doivent être utilisés pour les composants en céramique afin de contrôler la température de surface de la céramique en dessous de 1 200 °C.
Protection contre la corrosion : la plage de résistance à la corrosion des céramiques en nitrure de silicium doit être clairement identifiée : elles résistent à la plupart des acides inorganiques, des alcalis et des solutions salines, à l'exception de l'acide fluorhydrique (concentration ≥ 10 %) et de l'acide phosphorique concentré (concentration ≥ 85 %), mais peuvent subir une corrosion oxydative dans des milieux fortement oxydants (tels qu'un mélange d'acide nitrique concentré et de peroxyde d'hydrogène). Par conséquent, dans les scénarios chimiques, la composition du milieu doit d’abord être confirmée. Si de l'acide fluorhydrique ou des milieux fortement oxydants sont présents, d'autres matériaux résistants à la corrosion (tels que le polytétrafluoroéthylène et l'Hastelloy) doivent être utilisés à la place ; si le milieu est faiblement corrosif (comme 20 % d'acide sulfurique et 10 % d'hydroxyde de sodium), des revêtements anticorrosion (tels que des revêtements d'alumine) peuvent être pulvérisés sur la surface céramique pour améliorer encore la protection.
Évitement des charges d'impact : les céramiques de nitrure de silicium ont une faible résistance aux chocs (ténacité aux chocs d'environ 2 à 3 kJ/m², bien inférieure à celle de l'acier, qui est supérieure à 50 kJ/m²), ce qui les rend inadaptées aux scénarios à impact sévère (tels que les concasseurs de mines et les équipements de forgeage). S'ils doivent être utilisés dans des scénarios avec impact (tels que des plaques de tamis en céramique pour tamis vibrants), une couche tampon (telle qu'un caoutchouc ou un élastomère polyuréthane d'une épaisseur de 5 à 10 mm) doit être ajoutée entre le composant en céramique et le cadre de l'équipement pour absorber une partie de l'énergie d'impact (ce qui peut réduire la charge d'impact de 40 à 60 %) et éviter les dommages dus à la fatigue de la céramique due à un impact à haute fréquence.
(4) Inspection régulière : surveiller l'état et traiter en temps opportun
En plus du nettoyage quotidien et de la protection de l'installation, des inspections de maintenance régulières des composants en céramique de nitrure de silicium peuvent aider à détecter les problèmes potentiels en temps opportun et à empêcher l'expansion des défauts. La fréquence d'inspection, les méthodes et les critères de jugement des composants dans différents scénarios d'application doivent être ajustés en fonction de leur utilisation spécifique :
1. Composants mécaniques rotatifs (roulements, arbres de piston, broches de positionnement)
Une inspection complète est recommandée tous les 3 mois. Avant l'inspection, l'équipement doit être arrêté et mis hors tension pour garantir l'arrêt des composants. Lors de l'inspection visuelle, en plus de vérifier les rayures et les fissures de la surface avec une loupe 10 à 20x, un chiffon doux et propre doit être utilisé pour essuyer la surface afin de vérifier la présence de débris d'usure métallique. Si des débris sont présents, cela peut indiquer une usure des composants métalliques correspondants, qui doivent également être inspectés. Pour sceller les composants tels que les arbres de piston, une attention particulière doit être accordée à la vérification de la surface d'étanchéité pour déceler les bosses ; une profondeur de bosse supérieure à 0,05 mm affectera les performances d'étanchéité.
Lors des tests de performances, le détecteur de vibrations doit être fixé étroitement à la surface du composant (par exemple, la bague extérieure du roulement) et les valeurs de vibration doivent être enregistrées à différentes vitesses (de la faible vitesse à la vitesse nominale, à des intervalles de 500 tr/min). Si la valeur de vibration augmente soudainement à une certaine vitesse (par exemple, de 0,08 mm/s à 0,25 mm/s), cela peut indiquer un jeu de montage excessif ou une défaillance de la graisse lubrifiante, nécessitant un démontage et une inspection. La mesure de la température doit être effectuée avec un thermomètre à contact ; après 1 heure de fonctionnement du composant, mesurer sa température de surface. Si l'augmentation de la température dépasse 30 °C (par exemple, la température du composant dépasse 55 °C lorsque la température ambiante est de 25 °C), vérifiez s'il y a une lubrification insuffisante (volume de graisse inférieur à 1/3 de l'espace interne du roulement) ou un blocage par des corps étrangers.
Si une profondeur de rayure dépasse 0,1 mm ou si la valeur de vibration dépasse continuellement 0,2 mm/s, le composant doit être remplacé rapidement même s'il est toujours opérationnel. Une utilisation continue peut provoquer une expansion de la rayure, entraînant une fracture du composant et des dommages ultérieurs à d'autres pièces de l'équipement (par exemple, des roulements en céramique fracturés peuvent provoquer une usure de la broche, augmentant ainsi les coûts de réparation plusieurs fois).
2. Composants d'équipement chimique (revêtements, tuyaux, vannes)
Des inspections doivent être effectuées tous les 6 mois. Avant l'inspection, vidangez le fluide de l'équipement et purgez les tuyaux avec de l'azote pour éviter que le fluide résiduel ne corrode les outils d'inspection. Pour tester l'épaisseur de paroi, utilisez une jauge d'épaisseur à ultrasons pour mesurer en plusieurs points du composant (5 points de mesure par mètre carré, y compris les zones facilement usées telles que les joints et les coudes) et prenez la valeur moyenne comme épaisseur de paroi actuelle. Si la perte d'usure à un point de mesure dépasse 10 % de l'épaisseur d'origine (par exemple, épaisseur actuelle inférieure à 9 mm pour une épaisseur d'origine de 10 mm), le composant doit être remplacé à l'avance, car la zone usée deviendra un point de concentration de contraintes et pourrait se rompre sous la pression.
L'inspection des joints au niveau des joints comprend deux étapes : tout d'abord, inspecter visuellement le joint pour détecter toute déformation ou vieillissement (par exemple, fissures ou durcissement des joints en caoutchouc fluoré), puis appliquer de l'eau savonneuse (concentration de 5 %) sur la zone scellée et injecter de l'air comprimé à 0,2 MPa. Observez la formation de bulles : aucune bulle pendant 1 minute indique un joint qualifié. Si des bulles sont présentes, démontez la structure du joint, remplacez le joint (la compression du joint doit être contrôlée entre 30 % et 50 % ; une compression excessive entraînera une défaillance du joint) et vérifiez le joint en céramique pour déceler des marques d'impact, car des joints déformés entraîneront une mauvaise étanchéité.
3. Composants de dispositifs médicaux (billes de roulement de foret dentaire, aiguilles chirurgicales, guides)
Inspectez immédiatement après chaque utilisation et effectuez une vérification complète à la fin de chaque journée de travail. Lors de l'inspection des billes de roulement de la fraise dentaire, faites fonctionner la fraise dentaire à vitesse moyenne sans charge et écoutez le fonctionnement uniforme. Un bruit anormal peut indiquer une usure ou un désalignement des billes de roulement. Essuyez la zone du roulement avec un coton-tige stérile pour vérifier la présence de débris de céramique, ce qui indique des dommages à la bille du roulement. Pour les aiguilles chirurgicales, inspectez la pointe sous une lumière intense pour détecter toute bavure (qui empêcherait une coupe lisse des tissus) et vérifiez que le corps de l'aiguille n'est pas courbé. Toute courbure supérieure à 5° doit être éliminée.
Tenez un journal d'utilisation pour enregistrer les informations sur le patient, la durée de stérilisation et le nombre d'utilisations de chaque composant. Il est recommandé de remplacer les billes de roulement en céramique pour fraises dentaires après 50 utilisations. Même en l'absence de dommages visibles, un fonctionnement à long terme provoquera des microfissures internes (invisibles à l'œil nu), qui peuvent entraîner une fragmentation lors d'un fonctionnement à grande vitesse et provoquer des accidents médicaux. Après chaque utilisation, les guides chirurgicaux doivent être scannés par tomodensitométrie pour vérifier la présence de fissures internes (contrairement aux guides métalliques, qui peuvent être inspectés par rayons X, les céramiques nécessitent une tomodensitométrie en raison de leur forte pénétration des rayons X). Seuls les guides confirmés exempts de dommages internes doivent être stérilisés pour une utilisation ultérieure.
V. Quels sont les avantages pratiques de la céramique de nitrure de silicium par rapport à des matériaux similaires ?
Dans la sélection des matériaux industriels, les céramiques de nitrure de silicium sont souvent en concurrence avec les céramiques d'alumine, les céramiques de carbure de silicium et l'acier inoxydable. Le tableau ci-dessous fournit une comparaison intuitive de leurs performances, de leur coût, de leur durée de vie et des scénarios d'application typiques pour faciliter une évaluation rapide de leur adéquation :
| Dimension de comparaison | Céramiques de nitrure de silicium | Céramique d'alumine | Céramiques de carbure de silicium | Acier inoxydable (304) |
| Performances de base | Dureté : 1 500–2 000 HV ; Résistance aux chocs thermiques : 600-800°C ; Résistance à la rupture : 7–8 MPa·m¹/² ; Excellente isolation | Dureté : 1 200-1 500 HV ; Résistance aux chocs thermiques : 300 à 400 °C ; Résistance à la rupture : 3–4 MPa·m¹/² ; Bonne isolation | Dureté : 2 200-2 800 HV ; Résistance aux chocs thermiques : 400 à 500 °C ; Résistance à la rupture : 5–6 MPa·m¹/² ; Excellente conductivité thermique (120-200 W/m·K) | Dureté : 200–300 HV ; Résistance aux chocs thermiques : 200–300°C ; Résistance à la rupture : >150 MPa·m¹/² ; Conductivité thermique modérée (16 W/m·K) |
| Résistance à la corrosion | Résistant à la plupart des acides/alcalis ; Corrodé uniquement par l'acide fluorhydrique | Résistant à la plupart des acides/alcalis ; Corrodé par des alcalis forts | Excellente résistance aux acides ; Corrodé par des alcalis forts | Résistant à une faible corrosion ; Rouillé dans les acides/alcalis forts |
| Prix unitaire de référence | Bille de roulement (φ10mm) : 25 CNY/pièce | Bille de roulement (φ10mm) : 15 CNY/pièce | Bille de roulement (φ10mm) : 80 CNY/pièce | Bille de roulement (φ10mm) : 3 CNY/pièce |
| Durée de vie dans des scénarios typiques | Rouleau de machine à filer : 2 ans ; Revêtement du gazogène : 5 ans | Rouleau de machine à filer : 6 mois ; Revêtement en coulée continue : 3 mois | Partie équipement abrasif : 1 an ; Pipe acide : 6 mois | Rouleau de machine à filer : 1 mois ; Revêtement du gazogène : 1 an |
| Tolérance d'assemblage | Erreur de jeu de montage ≤0,02 mm ; Bonne résistance aux chocs | Erreur de jeu de montage ≤0,01 mm ; Sujet aux fissures | Erreur de jeu de montage ≤0,01 mm ; Haute fragilité | Erreur de jeu de montage ≤0,05 mm ; Facile à usiner |
| Scénarios appropriés | Pièces mécaniques de précision, isolation haute température, environnements de corrosion chimique | Pièces d'usure à charge moyenne-faible, scénarios d'isolation à température ambiante | Équipements abrasifs à forte usure, pièces à haute conductivité thermique | Scénarios à température ambiante à faible coût, pièces structurelles non corrosives |
| Scénarios inappropriés | Impact sévère, environnements acides fluorhydriques | Vibration haute fréquence à haute température, environnements alcalins forts | Environnements alcalins forts, scénarios d'isolation à haute température | Environnements à haute température, à forte usure et à forte corrosion |
Le tableau montre clairement que les céramiques de nitrure de silicium présentent des avantages en termes de performances globales, de durée de vie et de polyvalence d'application, ce qui les rend particulièrement adaptées aux scénarios nécessitant une résistance combinée à la corrosion, à l'usure et aux chocs thermiques. Choisissez l'acier inoxydable pour une sensibilité extrême aux coûts, la céramique au carbure de silicium pour les besoins de conductivité thermique élevée et la céramique à l'alumine pour une résistance à l'usure de base à faible coût.
(1) par rapport aux céramiques d'alumine : meilleures performances globales, rentabilité plus élevée à long terme
Les céramiques d'alumine sont 30 à 40 % moins chères que les céramiques au nitrure de silicium, mais leur coût d'utilisation à long terme est plus élevé. Prenons l'exemple des rouleaux de machines à filer dans l'industrie textile :
Rouleaux en céramique d'alumine (1 200 HV) : sujets à l'accumulation de cire de coton, nécessitant un remplacement tous les 6 mois. Chaque remplacement entraîne 4 heures d'arrêt (affectant 800 kg de production), avec un coût de maintenance annuel de 12 000 CNY.
Rouleaux en céramique de nitrure de silicium (1800 HV) : Résistants à l'accumulation de cire de coton, nécessitant un remplacement tous les 2 ans. Le coût de maintenance annuel est de 5 000 CNY, soit une économie de 58 %.
La différence de résistance aux chocs thermiques est plus prononcée dans les équipements de coulée continue métallurgique : les revêtements de moule en céramique d'alumine se fissurent tous les 3 mois en raison des différences de température et doivent être remplacés, tandis que les revêtements en céramique de nitrure de silicium sont remplacés chaque année, réduisant les temps d'arrêt des équipements de 75 % et augmentant la capacité de production annuelle de 10 %.
(2) par rapport aux céramiques de carbure de silicium : applicabilité plus large, moins de limitations
Les céramiques de carbure de silicium ont une dureté et une conductivité thermique plus élevées, mais sont limitées par une mauvaise résistance à la corrosion et une mauvaise isolation. Prenons l'exemple des canalisations de transport de solutions acides dans l'industrie chimique :
Tuyaux en céramique de carbure de silicium : corrodés dans une solution d'hydroxyde de sodium à 20 % après 6 mois, nécessitant un remplacement.
Tuyaux en céramique de nitrure de silicium : Pas de corrosion après 5 ans dans les mêmes conditions, avec une durée de vie 10 fois supérieure.
Dans les supports d'isolation des fours électriques à haute température, les céramiques de carbure de silicium deviennent des semi-conducteurs à 1 200 °C (résistivité volumique : 10⁴ Ω·cm), conduisant à un taux de défaillance par court-circuit de 8 %. En revanche, les céramiques de nitrure de silicium maintiennent une résistivité volumique de 10¹² Ω·cm, avec un taux de défaillance par court-circuit de seulement 0,5 %, ce qui les rend irremplaçables.
(3) par rapport à l'acier inoxydable : résistance supérieure à la corrosion et à l'usure, moins d'entretien
L'acier inoxydable est peu coûteux mais nécessite un entretien fréquent. Prenons l'exemple des revêtements de gazogène dans l'industrie chimique du charbon :
Revêtements en acier inoxydable 304 : corrodés par 1 300 °C H₂S après 1 an, nécessitant un remplacement avec 5 millions de CNY en coûts de maintenance par unité.
Revêtements en céramique de nitrure de silicium : avec revêtement anti-perméation, la durée de vie s'étend jusqu'à 5 ans, avec des coûts de maintenance de 1,2 million de CNY, soit une économie de 76 %.
Dans les dispositifs médicaux, les billes de roulement des fraises dentaires en acier inoxydable libèrent 0,05 mg d'ions nickel par utilisation, provoquant des allergies chez 10 à 15 % des patients. Les billes de roulement en céramique de nitrure de silicium ne libèrent pas d'ions (taux d'allergie <0,1 %) et ont une durée de vie 3 fois plus longue, réduisant ainsi les visites de suivi des patients.
VI. Comment répondre aux questions courantes sur les céramiques de nitrure de silicium ?
Dans les applications pratiques, les utilisateurs se posent souvent des questions sur le choix des matériaux, leur coût et la faisabilité de leur remplacement. En plus des réponses de base, des conseils supplémentaires pour des scénarios spéciaux sont fournis pour soutenir une prise de décision éclairée :
(1) Quels scénarios ne conviennent pas aux céramiques de nitrure de silicium ? Quelles limitations cachées faut-il noter ?
Outre les scénarios d’impacts graves, de corrosion par l’acide fluorhydrique et de priorité en matière de coûts, deux scénarios particuliers doivent être évités :
Vibrations à haute fréquence à long terme (par exemple, plaques de tamis vibrantes dans les mines) : Alors que les céramiques de nitrure de silicium ont une meilleure résistance aux chocs que les autres céramiques, les vibrations à haute fréquence (> 50 Hz) provoquent la propagation de microfissures internes, conduisant à une fracture après 3 mois d'utilisation. Les matériaux composites en caoutchouc (par exemple les plaques d'acier recouvertes de caoutchouc) sont plus adaptés, avec une durée de vie supérieure à 1 an.
Induction électromagnétique de précision (par exemple, tubes de mesure de débitmètre électromagnétique) : les céramiques de nitrure de silicium sont isolantes, mais des traces d'impuretés de fer (> 0,1 % dans certains lots) interfèrent avec les signaux électromagnétiques, provoquant des erreurs de mesure > 5 %. Des céramiques d'alumine de haute pureté (impureté de fer <0,01%) doivent être utilisées pour garantir la précision des mesures.
De plus, dans des scénarios de basse température (<-100°C, par exemple, tuyaux de transport d'azote liquide), les céramiques de nitrure de silicium deviennent plus fragiles (la ténacité à la rupture chute à <5 MPa·m¹/²) et nécessitent une modification à basse température (par exemple, ajout de particules de carbure de bore) pour éviter la fracture et éviter une augmentation des coûts.
(2) La céramique de nitrure de silicium est-elle toujours coûteuse ? Comment contrôler les coûts pour les applications à petite échelle ?
Bien que les céramiques de nitrure de silicium aient un prix unitaire plus élevé que les matériaux traditionnels, les utilisateurs à petite échelle (par exemple, les petites usines, laboratoires, cliniques) peuvent contrôler les coûts grâce aux méthodes suivantes :
Choisissez des pièces standard plutôt que des pièces personnalisées : les pièces en céramique personnalisées de forme spéciale (par exemple, les engrenages non standard) nécessitent des coûts de moulage d'environ 10 000 CNY, tandis que les pièces standard (par exemple, les roulements standard, les goupilles de positionnement) ne nécessitent aucun frais de moulage et sont 20 à 30 % moins chères (par exemple, les roulements en céramique standard coûtent 25 % de moins que les roulements personnalisés).
Achat groupé pour partager les frais de port : Les céramiques de nitrure de silicium sont majoritairement produites par des fabricants spécialisés. Les achats à petite échelle peuvent entraîner des frais d'expédition représentant 10 % (par exemple, 50 CNY pour 10 roulements en céramique). Les achats groupés conjoints avec des entreprises voisines (par exemple 100 roulements) réduisent les frais d'expédition à environ 5 CNY par unité, soit une économie de 90 %.
Recyclez et réutilisez les anciennes pièces : les composants mécaniques en céramique (par exemple, bagues extérieures de roulement, broches de positionnement) dont les zones fonctionnelles ne sont pas endommagées (par exemple, chemins de roulement, surfaces de contact des broches de positionnement) peuvent être réparés par des fabricants professionnels (par exemple, repolissage, revêtement). Les coûts de réparation représentent environ 40 % des pièces neuves (par exemple, 10 CNY pour un roulement en céramique réparé contre 25 CNY pour un neuf), ce qui le rend adapté à une utilisation cyclique à petite échelle.
Par exemple, une petite clinique dentaire utilisant 2 forets en céramique par mois peut réduire ses coûts d'approvisionnement annuels à environ 1 200 CNY en achetant des pièces standard et en rejoignant 3 cliniques pour des achats en gros (économie d'environ 800 CNY par rapport aux achats individuels personnalisés). De plus, les vieilles billes de roulement de forage peuvent être recyclées pour être réparées afin de réduire davantage les coûts.
(3) Les composants métalliques des équipements existants peuvent-ils être directement remplacés par des composants en céramique de nitrure de silicium ? Quelles adaptations sont nécessaires ?
En plus de vérifier la compatibilité des types et des tailles de composants, trois adaptations clés sont nécessaires pour garantir le fonctionnement normal de l'équipement après son remplacement :
Adaptation de la charge : les composants en céramique ont une densité inférieure à celle du métal (nitrure de silicium : 3,2 g/cm³ ; acier inoxydable : 7,9 g/cm³). La réduction du poids après le remplacement nécessite un rééquilibrage pour les équipements impliquant un équilibre dynamique (par exemple, broches, roues). Par exemple, le remplacement des roulements en acier inoxydable par des roulements en céramique nécessite d'augmenter la précision de l'équilibrage de la broche de G6,3 à G2,5 pour éviter une augmentation des vibrations.
Adaptation de la lubrification : Les graisses à base d'huile minérale pour composants métalliques peuvent échouer sur la céramique en raison d'une mauvaise adhérence. Des graisses spécifiques à la céramique (par exemple, des graisses à base de PTFE) doivent être utilisées, avec un volume de remplissage ajusté (1/2 de l'espace interne pour les roulements en céramique contre 1/3 pour les roulements en métal) pour éviter une lubrification insuffisante ou une résistance excessive.
Adaptation du matériau d'accouplement : lorsque des composants en céramique s'accouplent avec du métal (par exemple, des tiges de piston en céramique avec des cylindres métalliques), le métal doit avoir une dureté inférieure ( Par exemple, le remplacement d'une goupille de positionnement en acier dans une machine-outil par une goupille en céramique nécessite d'ajuster le jeu de montage à 0,01 mm, de changer la fixation métallique d'accouplement de l'acier 45# (HV200) au laiton (HV100) et d'utiliser de la graisse spécifique à la céramique. Cela améliore la précision du positionnement de ±0,002 mm à ±0,001 mm et prolonge la durée de vie de 6 mois à 3 ans. En plus de l'inspection visuelle et des tests simples, une évaluation complète de la qualité nécessite des rapports de tests professionnels et des essais pratiques : Focus sur deux indicateurs clés dans les rapports de tests professionnels : la densité volumique (produits qualifiés : ≥3,1 g/cm³ ; <3,0 g/cm³ indique des pores internes, réduisant la résistance à l'usure de 20 %) et la résistance à la flexion (température ambiante : ≥800 MPa ; 1 200 °C : ≥600 MPa ; une résistance insuffisante provoque une rupture à haute température). Ajoutez un « test de résistance à la température » pour une évaluation simple : placez les échantillons dans un four à moufle, chauffez de la température ambiante à 1 000 °C (taux de chauffage de 5 °C/min), maintenez pendant 1 heure et laissez refroidir naturellement. L'absence de fissures indique une résistance aux chocs thermiques qualifiée (les fissures indiquent des défauts de frittage et une rupture potentielle à haute température). Vérifiez par des essais pratiques : achetez de petites quantités (par exemple, 10 roulements en céramique) et testez pendant 1 mois dans l'équipement. Enregistrez les valeurs de perte d’usure (<0,01 mm) et de vibration (stables à <0,1 mm/s) pour confirmer la fiabilité avant l’achat en gros. Évitez les produits « trois-non » (pas de rapport de test, pas de fabricant, pas de garantie), qui peuvent avoir un frittage insuffisant (densité volumique : 2,8 g/cm³) ou des impuretés élevées (fer >0,5 %). Leur durée de vie ne représente que 1/3 des produits qualifiés, ce qui augmente les coûts de maintenance.
(4) Comment évaluer la qualité des produits céramiques en nitrure de silicium ? Combinez des tests professionnels avec des méthodes simples pour plus de fiabilité
Produits associés
-
-
La tige en céramique de zircone est une tige en céramique haute performance, principalement constituée d'oxyde de zirconium, avec une excellente résistance mécanique et stabilité chimique. Il ...
Voir les détails -
Les feuilles de céramique de zircone bleue sont des composants de précision fabriqués à partir de céramiques de zircone avancées. Ils sont colorés au cobalt, au fer ou au cuivre pour former une cou...
Voir les détails -

Cette broche en céramique de zircone bleue est fabriquée à partir d'un matériau céramique de zircone avancé, offrant une excellente durabilité et performance. Les céramiques de zircone sont co...
Voir les détails -
L'engrenage en céramique de zircone est fabriqué à partir d'un matériau céramique d'oxyde de zirconium, qui présente une excellente résistance et une dureté élevée. Cette propriété d...
Voir les détails -
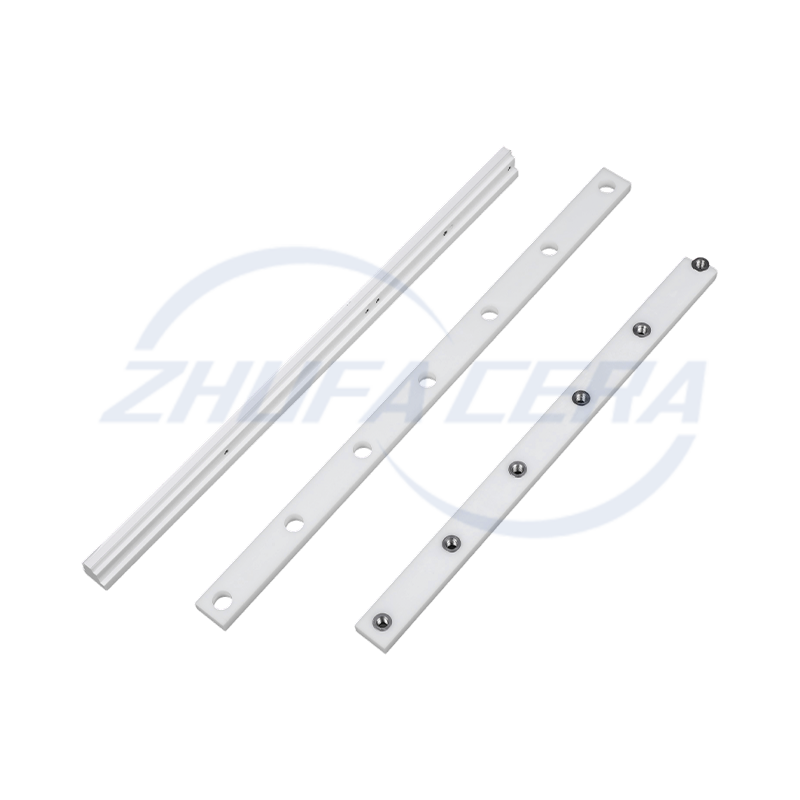
Le rail de guidage en céramique de zircone est un composant mécanique de précision haute performance fabriqué en céramique d'oxyde de zirconium. Ses principales caractéristiques proviennent de...
Voir les détails -
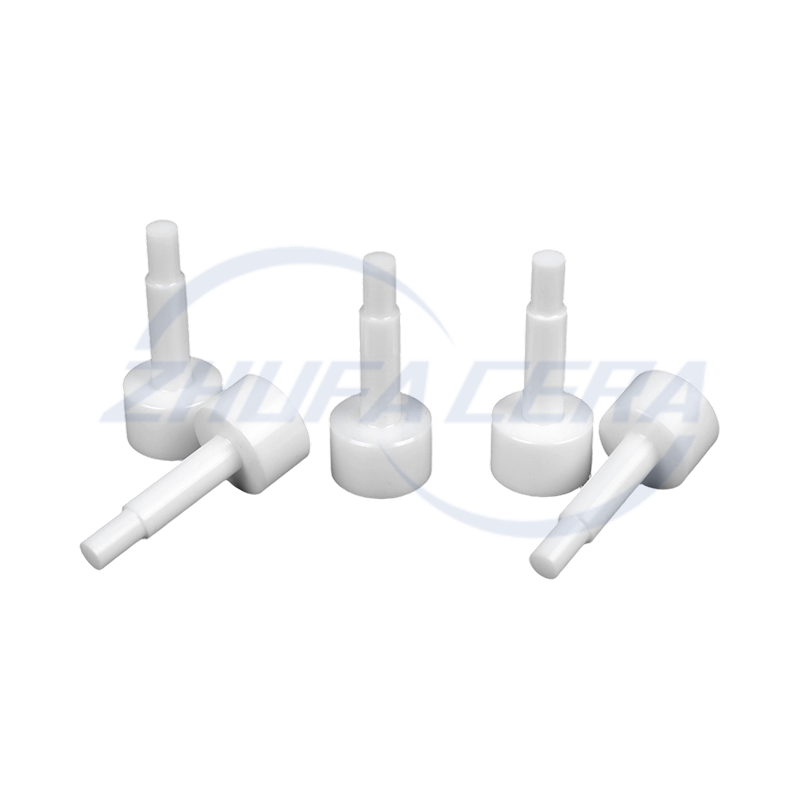
La broche de localisation en céramique de zircone est un élément de positionnement de haute précision fabriqué à partir d'un matériau céramique d'oxyde de zirconium avancé doté d'exc...
Voir les détails -
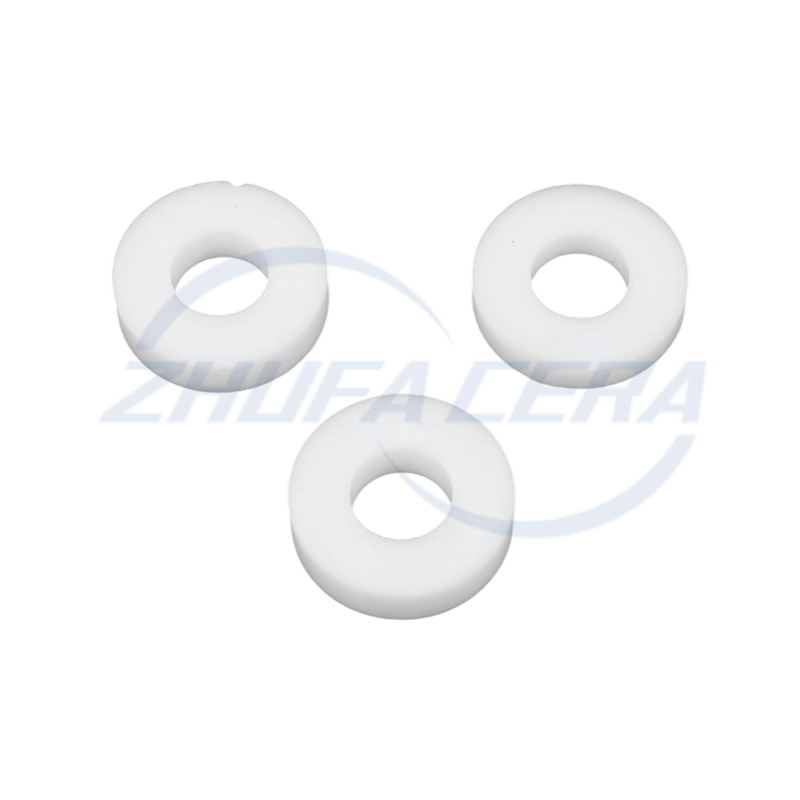
L'anneau en céramique de zircone est un produit céramique haute performance connu pour ses excellentes propriétés physiques et chimiques. Il a une dureté et une résistance extrêmement élevées,...
Voir les détails -
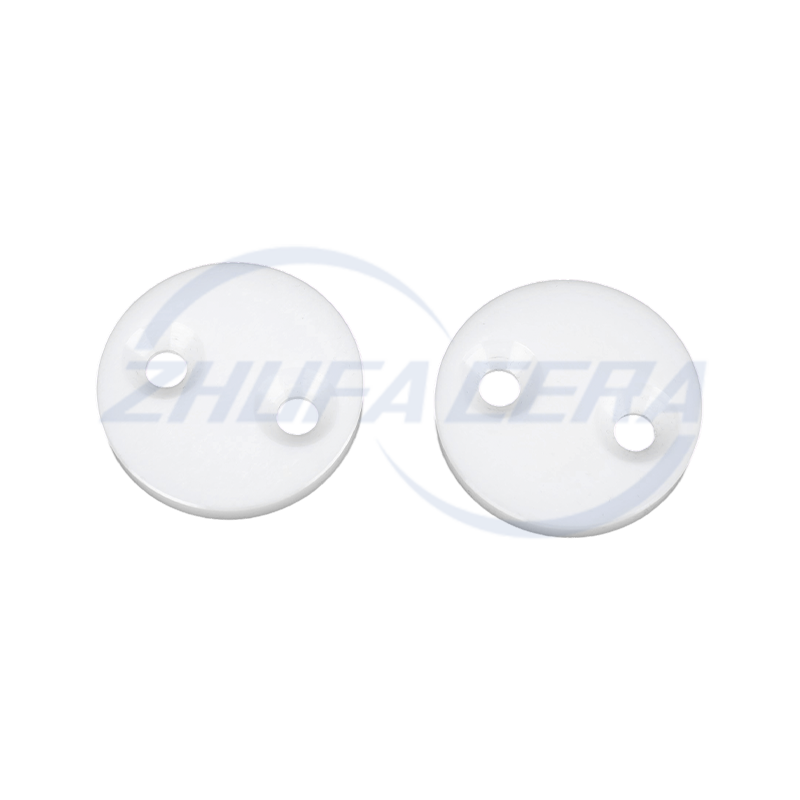
Grâce à leurs propriétés uniques, les plaques de céramique de zircone sont devenues des composants fonctionnels essentiels dans divers domaines. Avec une résistance à la flexion de 900 à 1 200 MPa ...
Voir les détails -
La bande de céramique de zircone est un matériau de bande fabriqué à partir de céramique d'oxyde de zirconium haute performance présentant d'excellentes propriétés physiques et chimiques....
Voir les détails -
Les plaquettes en céramique de zircone sont des produits représentatifs dans le domaine des céramiques structurelles hautes performances. Par rapport aux céramiques d'alumine traditionnelles o...
Voir les détails -

Le piston en céramique de zircone est un composant haute performance conçu pour les environnements industriels difficiles. Comparé aux produits similaires à piston en céramique ou en métal, il se d...
Voir les détails

-
Liens rapides
Accueil Produits À propos de nous Prestations Technologie Actualités Contactez-nous -
Produits
Pièces structurelles en céramique Céramique de zircone Céramique d'alumine Céramique ZTA Céramiques de nitrure de silicium Céramiques de carbure de silicium Pièces moulées par injection en céramique -
À propos de nous
Visite d'usine Honneur FAQ -
Coordonnées
+86-188 8878 5188zf@zfcera.comN° 1, route Xinggong, parc industriel d'Anchang, district de Keqiao, ville de Shaoxing, province du Zhejiang, Chine -
WhatsApp

Droit d'auteur © Zhejiang Zhufa Precision Ceramics Technology Co., Ltd. Tous droits réservés.
Fabricant chinois de céramique de précision
fournisseur de céramique de précision en gros
